Керамиката со силикон нитрид (Si3N4), како напредна структурна керамика, поседува одлични својства како што се отпорност на високи температури, висока јачина, висока цврстина, висока цврстина, отпорност на лази, отпорност на оксидација и отпорност на абење. Дополнително, тие нудат добра отпорност на термички шок, диелектрични својства, висока топлинска спроводливост и одлични перформанси за пренос на електромагнетни бранови со висока фреквенција. Овие извонредни сеопфатни својства ги прават широко користени во сложени структурни компоненти, особено во воздушната и другите високотехнолошки полиња.
Сепак, Si3N4, како соединение со силни ковалентни врски, има стабилна структура што го отежнува синтерувањето до висока густина само преку дифузија во цврста состојба. За да се промовира синтерувањето, се додаваат помагала за синтерување, како што се метални оксиди (MgO, CaO, Al2O3) и оксиди на ретки земји (Yb2O3, Y2O3, Lu2O3, CeO2), за да се олесни згуснувањето преку механизам за синтерување во течна фаза.
Во моментов, глобалната технологија на полупроводнички уреди напредува кон повисоки напони, поголеми струи и поголема густина на моќност. Истражувањето за методите за производство на керамика Si3N4 е обемно. Оваа статија ги воведува процесите на синтерување кои ефикасно ја подобруваат густината и сеопфатните механички својства на керамиката со силициум нитрид.
Вообичаени методи на синтерување за керамика Si₃N4
Споредба на перформансите за керамика Si3N4 подготвена со различни методи на синтерување
1. Реактивно синтерување (РС):Реактивното синтерување беше првиот метод што се користеше за индустриска подготовка на керамика Si3N4. Тој е едноставен, исплатлив и способен да формира сложени форми. Сепак, има долг производствен циклус, што не е погодно за производство во индустриски размери.
2. Синтерување без притисок (PLS):Ова е најосновниот и наједноставниот процес на синтерување. Сепак, тоа бара висококвалитетни Si3N4 суровини и често резултира со керамика со помала густина, значително собирање и склоност кон пукање или деформирање.
3. Синтерување со топла преса (HP):Примената на едноаксијален механички притисок ја зголемува движечката сила за синтерување, овозможувајќи густа керамика да се произведува на температури 100-200°C пониски од оние што се користат при синтерување без притисок. Овој метод обично се користи за производство на релативно едноставна керамика во облик на блок, но тешко е да се задоволат барањата за дебелина и облик за материјалите од подлогата.
4. Синтерирање со искра со плазма (SPS):SPS се карактеризира со брзо синтерување, префинетост на зрната и намалени температури на синтерување. Сепак, SPS бара значителни инвестиции во опрема, а подготовката на керамика со висока топлинска спроводливост Si₃N4 преку SPS сè уште е во експериментална фаза и сè уште не е индустријализирана.
5. Синтерување со гас под притисок (GPS):Со примена на притисок на гас, овој метод го инхибира распаѓањето на керамиката и губењето на тежината при високи температури. Полесно е да се произведе керамика со висока густина и овозможува сериско производство. Сепак, процесот на синтерување со гас во еден чекор се бори да произведе структурни компоненти со униформа внатрешна и надворешна боја и структура. Користењето на процес на синтерување во два или повеќе чекори може значително да ја намали содржината на меѓугрануларен кислород, да ја подобри топлинската спроводливост и да ги подобри севкупните својства.
Сепак, високата температура на синтерување на синтерувањето во два чекора под притисок на гас доведе до тоа претходните истражувања да се фокусираат главно на подготовка на керамички подлоги Si3N4 со висока топлинска спроводливост и цврстина на свиткување на собна температура. Истражувањето на керамиката Si3N4 со сеопфатни механички својства и механички својства на високи температури е релативно ограничено.
Метод на синтерување со гас во два чекора за Si₃N4
Јанг Џоу и колегите од Технолошкиот универзитет Чонгкинг користеле систем за помош при синтерување од 5 wt.% Yb2O3 + 5 wt.% Al2O3 за да подготват керамика Si3N4 користејќи процеси на синтерување со гас во еден чекор и во два чекора на 1800°C. Керамиката Si₃N4 произведена со процесот на синтерување во два чекора имаше поголема густина и подобри сеопфатни механички својства. Следното ги сумира ефектите на процесите на синтерување со гас под притисок во еден чекор и два чекори врз микроструктурата и механичките својства на керамичките компоненти Si3N4.
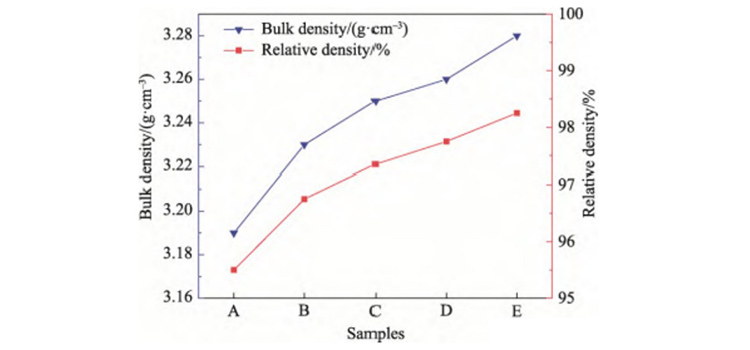
Густина Процесот на згуснување на Si3N4 обично вклучува три фази, со преклопување помеѓу фазите. Првата фаза, преуредување на честичките и втората фаза, растворање-врнежи, се најкритичните фази за згуснување. Доволното време на реакција во овие фази значително ја подобрува густината на примерокот. Кога температурата пред синтерување за процесот на синтерување во два чекора е поставена на 1600°C, зрната β-Si3N4 формираат рамка и создаваат затворени пори. По претходно синтерување, дополнителното загревање под висока температура и притисок на азот го промовира протокот и полнењето во течна фаза, што помага да се елиминираат затворените пори, дополнително подобрување на густината на керамиката Si₃N4. Затоа, примероците произведени со процесот на синтерување во два чекора покажуваат поголема густина и релативна густина од оние произведени со синтерување во еден чекор.
Фаза и микроструктура При синтерување во еден чекор, времето достапно за преуредување на честичките и дифузија на границата на зрната е ограничено. Во процесот на синтерување во два чекора, првиот чекор се изведува на ниска температура и низок притисок на гасот, што го продолжува времето на преуредување на честичките и резултира со поголеми зрна. Температурата потоа се зголемува до фазата на висока температура, каде што зрната продолжуваат да растат низ процесот на зреење на Оствалд, давајќи керамика со висока густина Si3N4.
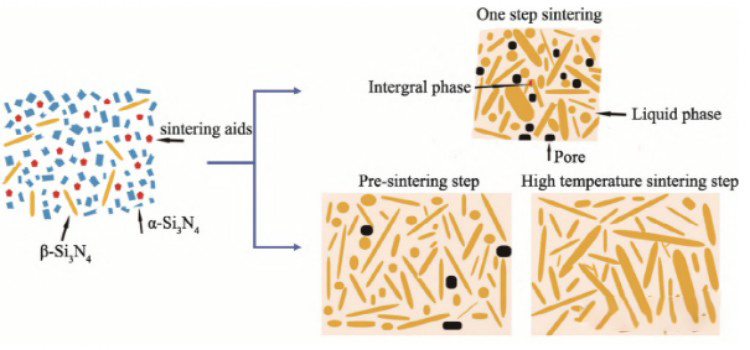
Механички својства Омекнувањето на интергрануларната фаза на високи температури е примарна причина за намалената јачина. При синтерување во еден чекор, абнормалниот раст на зрната создава мали пори помеѓу зрната, што спречува значително подобрување на јачината на висока температура. Меѓутоа, во процесот на синтерување во два чекора, стаклената фаза, рамномерно распоредена во границите на зрната, и зрната со еднаква големина ја зголемуваат меѓугрануларната цврстина, што резултира со поголема цврстина на виткање на висока температура.
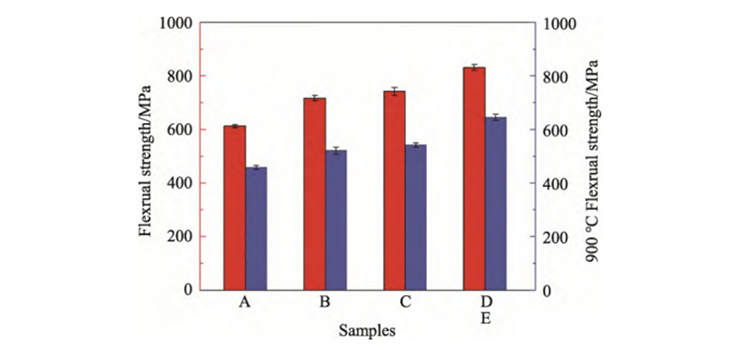
Како заклучок, продолженото задржување за време на синтерувањето во еден чекор може ефикасно да ја намали внатрешната порозност и да постигне униформа внатрешна боја и структура, но може да доведе до абнормален раст на зрната, што деградира одредени механички својства. Со примена на процес на синтерување во два чекора - со користење на претходно синтерување на ниска температура за да се продолжи времето на преуредување на честичките и задржување на висока температура за да се промовира рамномерен раст на зрната - керамика Si3N4 со релативна густина од 98,25%, униформа микроструктура и одлични сеопфатни механички својства може успешно да се подготви.
| Име | Подлога | Состав на епитаксијален слој | Епитаксијален процес | Епитаксијален медиум |
| Силиконски хомоепитаксијален | Si | Si | Епитаксија во фаза на пареа (VPE) | SiCl4+H2 |
| Силиконски хетероепитаксијален | Сафир или спинел | Si | Епитаксија во фаза на пареа (VPE) | SiH4+H2 |
| GaAs хомоепитаксија | GaAs | GaAs GaAs | Епитаксија во фаза на пареа (VPE) | AsCl3+Ga+H2 (Ar) |
| GaAs | GaAs GaAs | Молекуларна епитаксија на зрак (MBE) | Га+Ас | |
| GaAs хетероепитаксијален | GaAs GaAs | GaAlAs/GaAs/GaAlAs | Епитаксија на течна фаза (LPE) Фаза на пареа (VPE) | Ga+Al+CaAs+ H2 Ga+AsH3+ PH3+CHl+H2 |
| GaP хомоепитаксија | GaP | GaP(GaP;N) | Епитаксија на течна фаза (LPE) Епитаксија на течна фаза (LPE) | Ga+GaP+H2+ (НХ3) Ga+GaAs+GaP+NH3 |
| Суперрешетка | GaAs | GaAlAs/GaAs (циклус) | Молекуларна епитаксија на зрак (MBE) MOCVD | Ка, Ас, Ал GaR3+AlR3+AsH3+H2 |
| InP хомоепитаксија | InP | InP | Епитаксија во фаза на пареа (VPE) Епитаксија на течна фаза (LPE) | PCl3+In+H2 Во+InAs+GaAs+InP+H2 |
| Si/GaAs епитаксија | Si | GaAs | Молекуларна епитаксија на зрак (MBE) МОГВД | Га, како GaR3+AsH3+H2 |
Време на објавување: Декември-24-2024 година